Блоки из автоклавного газобетона (AAC) чаще всего укладываются с использованием раствора с тонким слоем и могут использоваться для кладки несущих стен. Проектные положения для кладки AAC приведены в Кодексе MSJC, а требования к конструкции приведены в спецификации Объединенного комитета по стандартам кладки (MSJC).В этой статье дается краткий обзор производства AAC; иллюстрируются практические примеры строительства каменной кладки AAC; обобщаются положения MSJC для кладки AAC; и подчеркивается практическое руководство по строительству для кладки AAC.
Автоклавный газобетон (AAC) — это легкий, похожий на бетон http://www.time-samara.ru/content/view/645003/stroim-dom-iz-penoblokov материал с множеством небольших закрытых внутренних пустот. Спецификации материалов для AAC предписаны в ASTM C1386. AAC обычно весит от одной шестой до одной трети от обычного бетона и примерно на одну шестую-одну треть прочнее. Он подходит для несущих стен и стеновых стен мало- и среднеэтажных конструкций. Его теплопроводность составляет одну шестую или меньше, чем у обычного бетона, что делает его энергоэффективным. Его огнестойкость немного выше, чем у обычного бетона той же толщины, что делает его полезным в тех случаях, когда важна огнестойкость. Из-за своих внутренних пустот AAC обладает низкой звукопропускаемостью, что делает его полезным с акустической точки зрения.
История AAC
AAC впервые был произведен в Швеции в 1923 году. С тех пор его производство и использование распространились более чем на 40 стран на всех континентах, включая Северную Америку, Центральную и Южную Америку, Европу, Ближний Восток, Дальний Восток и Австралию. Этот богатый опыт позволил провести множество тематических исследований использования в различных климатических условиях и при различных строительных нормах.
В Соединенных Штатах современное использование AAC началось в 1990 году для жилых и коммерческих проектов в Юго-восточных штатах. Производство простого и армированного AAC в США началось в 1995 году на юго-востоке и с тех пор распространилось на другие части страны. Общенациональная группа производителей AAC была образована в 1998 году как Ассоциация автоклавных газобетонных изделий (AACPA, www.aacpa.org ). Положения о проектировании и строительстве для кладки AAC приведены в Кодексе и спецификации MSJC. В состав AACPA входит один производитель в Монтеррее, Мексика, и многие технические материалы доступны на испанском языке. AAC одобрен для использования в сейсмических проектных категориях A, B и C в соответствии с дополнением 2007 года к Международному строительному кодексу, а также в других географических точках с одобрения местного строительного чиновника.
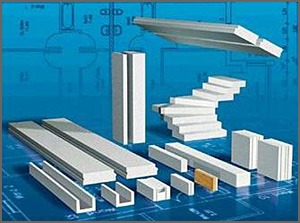
AAC можно использовать для изготовления неармированных блоков типа кирпичной кладки, а также усиленных на заводе панелей пола, панелей крыши, стеновых панелей, перемычек, балок и других специальных форм. В этой статье рассматриваются в основном только блоки каменного типа.
Материалы, используемые в AAC
Материалы для AAC зависят от производителя и местоположения и указаны в ASTM C1386. В их состав входят некоторые или все из следующих компонентов: мелкий кварцевый песок; летучая зола класса F; гидравлические цементы; кальцинированная известь; гипс; расширяющиеся вещества, такие как тонкоизмельченный алюминиевый порошок или паста; и вода для смешивания. Кирпичные блоки AAC не имеют внутреннего армирования, но могут быть усилены на стройплощадке деформированной арматурой, размещенной в вертикальных ячейках или горизонтальных соединительных балках.
Как изготавливается AAC
Для производства AAC песок при необходимости измельчается до требуемой тонкости в шаровой мельнице и хранится вместе с другим сырьем. Затем сырье дозируется по весу и подается в смеситель. В смеситель добавляют отмеренное количество воды и расширителя и перемешивают цементирующую суспензию.
Стальные формы подготовлены для получения свежего AAC. Если необходимо изготовить армированные панели AAC, в формах закреплены стальные арматурные каркасы. После смешивания суспензию заливают в формы. Расширяющийся агент создает небольшие, мелкодисперсные пустоты в свежей смеси, что увеличивает объем примерно на 50 процентов в формах в течение трех часов.
В течение нескольких часов после заливки первоначальная гидратация цементных смесей в AAC придает ему достаточную прочность, чтобы удерживать форму и выдерживать собственный вес.
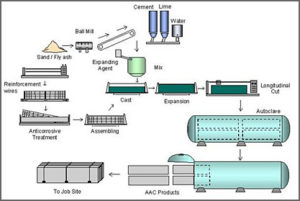
После резки газобетонное изделие транспортируется в большой автоклав, где процесс отверждения завершается. Для достижения желаемых структурных свойств и стабильности размеров требуется автоклавирование. Процесс занимает от восьми до 12 часов при давлении около 174 фунтов на квадратный дюйм (12 бар) и температуре около 360 ° F (180 °C), в зависимости от сорта производимого материала. Во время автоклавирования проволочные блоки остаются на своих исходных позициях в блоке AAC. После автоклавирования они отделяются для упаковки.
Блоки AAC обычно размещаются на поддонах для транспортировки. Неармированные блоки обычно упаковываются в термоусадочную пленку, в то время как армированные элементы только обвязываются, используя угловые ограждения, чтобы свести к минимуму возможные локальные повреждения, которые могут быть вызваны обвязкой.